在模切這個行業,模切件產品看起來并不起眼,它隱藏在手機��、平板電腦�����、多媒體等各類消費電子產品內部���,用于各個配件的連接��。但是它在各類消費電子產品質量上扮演非常重要的角色。在模切產品生產過程中,我們會遇到多種多樣的模切產品�����,需要如何去排布工藝���,今天我們來和大家簡單探討下���。
模切市場概況
目前電子行業的終端客戶多為外資企業����,國內所占比重較小�。在模切材料的選擇上,由于進口材料與國內材料在質量上有所差別�����,因此如歐美國家偏重選歐美的�,日本和韓國偏重選本國的,不過�����,隨著國內市場的發展和成長��,處于成本����、服務等因素的考慮�����,內資企業所占的比重將越來越大����。
模切材料主要分為膠�;襯墊;網紗�����、無紡布�;銅箔、鋁箔�;塑料薄膜�;導熱�、隔熱材料等。其中膠類主要以美國的3M����,德國的Tesa,日本的Nitto,Sony等為代表����;襯墊類主要有美國Rogers���、Gore和萊爾德等��,近期�����,國內導電泡棉大有替代國外材料之勢;網紗主要以歐洲的satti�����、sefar和日本的NBC為代表��,無紡布以國內廠商為主����;由于國內與國外市場相差較大���,銅箔和鋁箔原以3M和Nitto為主��,如今國內廠商逐漸占據市場����;導熱/隔熱材料以歐美國家為主�。
模切工藝
一個好的模切師必須有良好而翔實的材料知識,對模切產品的結構排布有著清晰的概念�,對模切所用的設備工具和刀具非常了解�����,更重要的是掌握簡單合理����、穩定性高的模切工藝。
模切工藝按設備一般可分為平刀工藝,圓刀工藝�,激光工藝�,雕刻工藝等�����。量產中用的平刀和圓刀都屬于成型刀具工藝加工����。在加工過程中一般又分為單刀模切工藝和多刀套位模切工藝���。
單刀模切工藝
單刀工藝主要用在簡單的產品上�����,優點:
1�����、效率高,精度高,注意點是有內框的產品。單層或多層材料結構形狀一致���,沒有內框的產品,用簡單的單刀工藝一次成型。
2��、有內框�,但可以切穿排廢或提取排廢的,用單刀工藝比較好。
3、、手柄要求遮膠,但手柄可以位于料帶兩側的,直接掛遮膠材料在機臺上���,產品用一把刀模切�����。
4�、特殊平刀情形的����,手柄位要手工排廢的,但雙面膠的基材是紙或薄PET��,用單刀工藝即可,連接處的膠用壓痕刀線壓斷,壓痕線比周圍的刀線稍高�,節省工時�。
多刀套位模切工藝
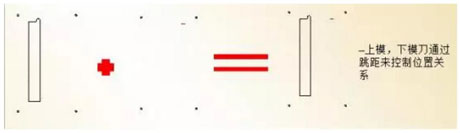
多刀套位模切工藝一般用在單刀不能完成的工藝�,結構復雜的產品。下面我們以基礎的雙刀配合入手為大家簡單講解下排工藝的要點。
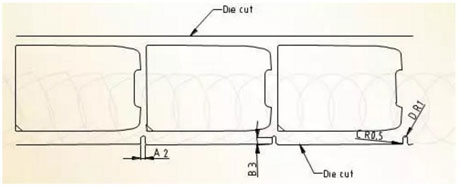
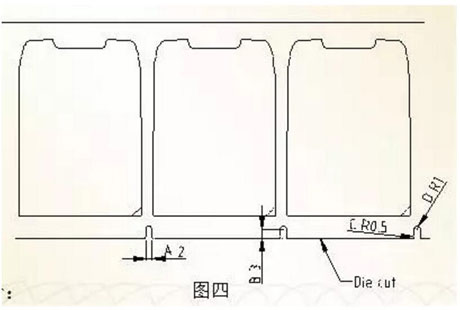
如圖所示����,通常開刀模時�,手柄位置的模切刀線分別切入成品0.1mm和0.5mm左右�,以保證銜接。如圖所示常見的對位和上下模刀。

layout設計
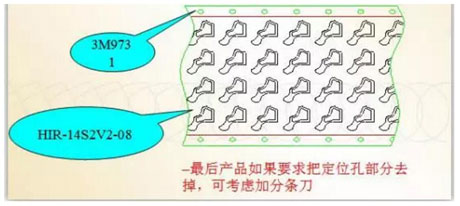
兩把刀套位排版設計
第一把刀在3M9731上切內框和定位孔�����,第二把刀是在新覆上HIR-14S2V2-08的基礎上整體切額��,因為新覆的材料上是沒定位孔���,所以新覆的材料必須讓出定位孔的位置����,即要求HIR-14S2V2-08比3M9731要窄���,而且必須小于產品兩邊定位孔的最小距離��,如圖所示:
產品和排版的優化設計
當產品的尺寸比較大時,layout設計時硬卡切取的半成品寬度占原材料寬度的比例����,對系統跑出的價格有很大的影響�。如:Y822999����,該產品尺寸為406mm*15mm,原材料寬度為600mm���,考慮半成品寬度時應該考慮的參數是15mm,而不能考慮406mm這個參數��,當選取416mm的半成品時���,SAP系統會自動認為整卷原材料只能切出一卷416mm的半成品���,造成最后半成品跑出的價格偏高�����。
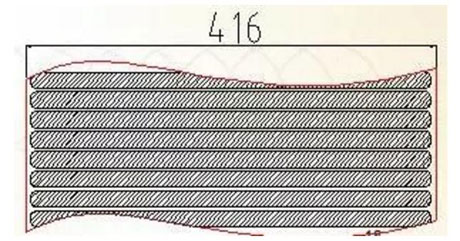
Y822999 尺寸
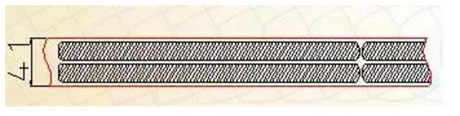
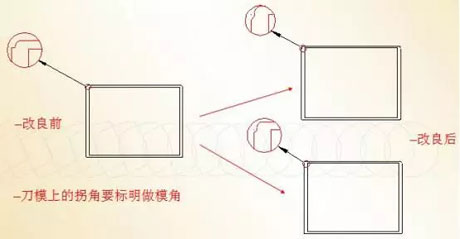
產品拐角的設計�����,一般設置為圓角或鈍角,避免銳角�,直角���,如下圖:
一般來講��,產品中有內外框結構,內外框產品的設計主要有以下兩種情況:
1�、邊框寬度大于或等于1.5mm的,開一把刀模切���;
2、邊框寬度小于1.5mm的�,需要開兩把刀模切�����,一把切內框、一把切外框�����。
當邊框的寬度太小時�����,采用一把刀模切會導致:
1�、模切過后,產品的四個角容易產生水紋等外觀不良現象��;
2�、模切久后,刀具會由于材料手壓縮產生的外張力而導致變形��,導致產品尺寸NG����;
3、導致產品邊框嵌入兩刀片之間����,影響順利生產和供應商生產刀模較為困難��,直接影響刀模尺寸精度。
為提高材料的利用率���,減少材料成本,提高成品價格的競爭力��,可以從以下方面改善設計工藝:
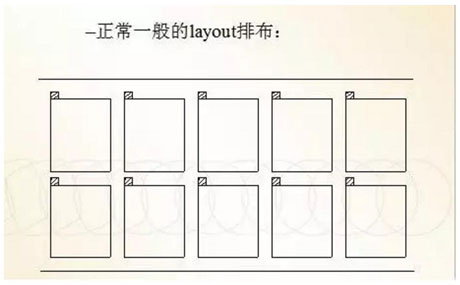
常見的保護膜產品的layout設計圖
最合理的設計
產品layout圖的設計方法不同���,會產生不同的效果�,我們可以按產品的外形設計合理的layout圖���,當客戶不要求產品方向時�,可按下圖所示設計layout圖,以節省材料。
當手柄與產品主體的材料不同時���,且主體材料比較貴時,可以選用該layout圖設計產品:
總結
模切的產品多種多樣,因此設計產品的工藝也多種多樣����,在設計的過程更重要的時集思廣益�,積累相關經驗�����,設計的方法可以因材��、因地、因人而異。好的方法只有通過想出來��,并在實際生產過程種得到事實的印證�����,才能更有效的為人接受��,并使之推廣。