一.增光膜的主要用途:
增光膜(B r i g h t n e s s E n h a n c e m e n t F i l m簡稱 B E F) ,亦稱棱鏡片(Prism Sheet),主要應用于液晶顯示器的背光模組中,起增光作用。
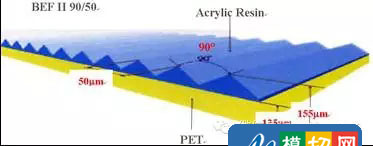
圖1:為3M BEF II 90/50的結構圖,僅供參考。
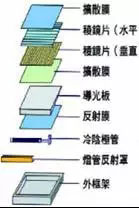
圖2:為在手機背光模組中的位置,僅供參考。
二.原材料特征:
1.目前市場上應用較廣的棱鏡片主要為單面結構。(如圖1)
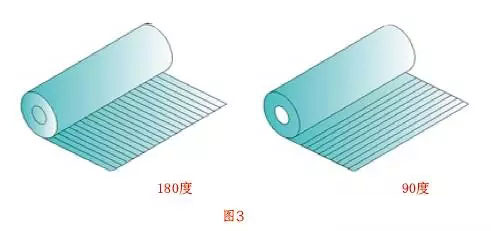
2.大部份品牌材料的紋路都是180度的方式收卷,極少數的會以90度的方式收卷。(如圖3)
3.原材料兩面都覆有保護膜。一面厚一面薄。(因各品牌型號有異,請根據材料物性表確認棱鏡面與PET面)
注:因為個別品牌的材料會在PET面做啞光處理,所以不建議用手感去區分棱鏡面與PET面。
附注:紋路方向的確認。(以下僅為個人經驗,歡迎交流更好的經驗)
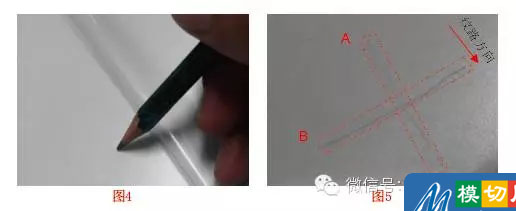
1.用鉛筆在棱鏡面沿材料收卷方向畫線。(如圖4)
2.畫線方向與紋路同向時,畫色較模糊。(如圖5 A)
3.與紋路正交方向畫的線較清晰。(如圖5 B,原理是棱鏡的棱角會把鉛筆的炭粉刮下)
三.刀模設計:
為了達到最好的增光效果,市場上廣泛地將兩張棱鏡片以紋路正交(紋路呈90度交錯)的方式疊加使用。所以客戶對產品紋路的角度有著明確的要求。現針對模具的設計舉例說明如下:
3.1模具紋路方向的確定:
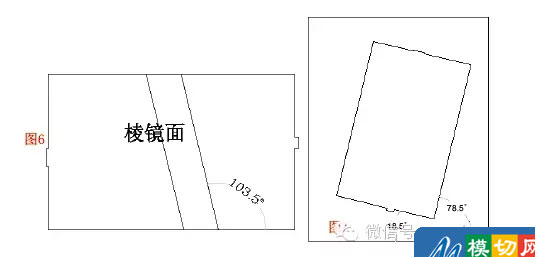
如圖6所示,客戶要求該紋路要與產品長邊呈103.5度夾角。我們假設原材料的出料紋路180度(如圖3),只需將上圖旋轉負103.5度(或是180-103.5=76.5度)即可得到模具的角度。(如圖7)
簡單的說,就是將客戶要求的紋路旋轉至與原材料出卷紋路方向一致即可。在設計模具時應以材料棱鏡面作為沖切時入刀面,是為了保護材料棱鏡面的棱角在沖壓時不受損。
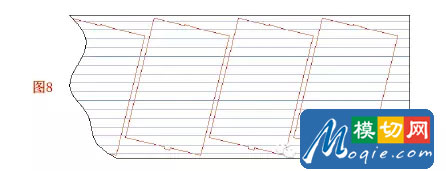
從圖8的模擬效果圖來看,材料的面積利用率不高,且會隨著角度變化而變化,所以在做此類產品的成本核算時一定要留心注意。
圖9
如前面提到的,客戶端要兩張棱鏡片正交疊加使用,所以必定會有兩種外形相同,但紋路角度要求不同的產品(如圖9),所以大家在開模時做好區分,防止制程中混料。
3.2個別客戶的特殊要求:
如圖8的模擬效果,因為受到紋路角度的限制,我們在產品的排版上很難作出改善。個別要求較高的客戶認為這樣的排版方式極不美觀,無法接受,從而提出特殊要求指定產品的納入形態。
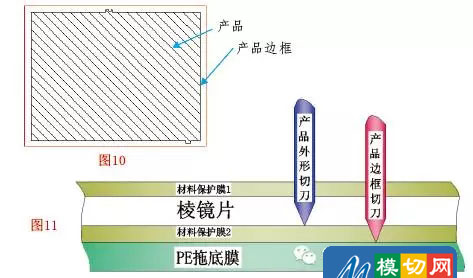
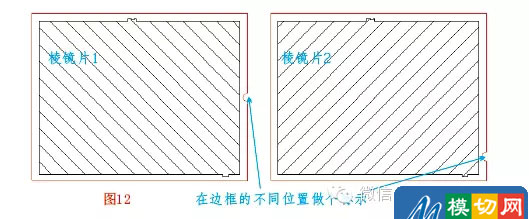
圖10是客戶指定納入形態的一款產品,客戶要求產品外圍加個邊框,以單品形式包裝出貨。
1)遇此類情況,我們可直接在圖7的基礎上加個邊框刀就可以了。
2)然后在原材料上面覆一層PE膜拖底,依圖11的沖切層次調模即可。
以上形式沖出的產品,便于包裝,且整體包裝上較為美觀,客戶更樂意接受,但極易混料。因此我們可以在開模時對邊框刀做小小的改動,以便能直觀有效的區分。(如圖12)
四.制程中的注意事項:
4.1分條:
如圖8如示,原材料的紋路方向直接影響到產品的紋路方向,因此應該用分條機進行分條,以保證材料兩邊的平行整齊,切不可圖方便用切卷機進行分切。
4.2沖型:
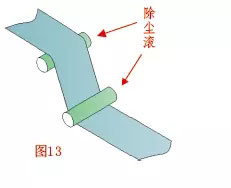
4.2.1除塵
因為在分條過程中,材料的邊緣會產生一定的粉塵,以及材料的表面會吸附灰塵,所以在沖型前,應用中粘性的除塵滾對材料表面及邊緣進行除塵。如圖13,建議最少每30分鐘清潔一次除塵滾。
4.2.2刀模的安裝與角度調整
因為產品對紋路角度有要求,所以模具的固定與調整也會直接影響到產品的品質。
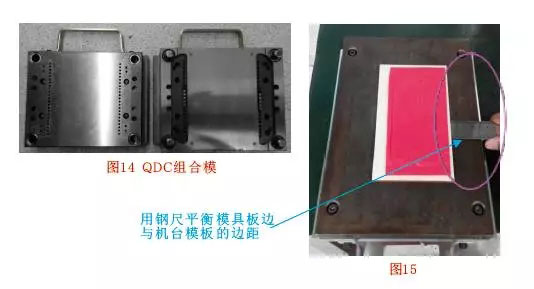
1)QDC組合模
QDC的組合很精密,只要原材料分條時邊緣整齊,裝上刀模后基本不用調整角度。必要時可修正下模的導料片,對產品角度進行微調。
2)普通平板模
因為普通平板模沒有QDC那種模具固定的孔梢,所以只能發揮我們偉大的智慧了,在此分享二種個人經驗。
①安裝模具時用鋼尺平衡模具板邊與機臺模板的邊距,以達到刀模盡可能與材料平行的目的,也減少了后期調模時對角度修正的幅度。
②在機臺模板及刀模上標示中心線(十字線),裝模時只要對準中心線就好。

3)產品角度修正:
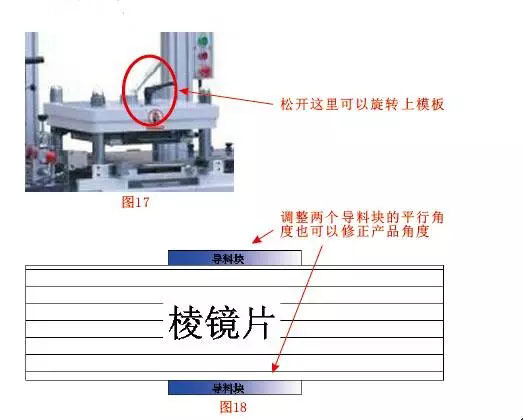
這里主要講普通平板模的修正,目前大部分國產模切機都可以對上模板進行旋轉調整角度。(如圖17)
如果你用的模切機沒有這個功能。那你只能在下模板自己做個導料槽(如圖18),通過導料槽的角度調整材料的角度,以達到圖紙的角度要求。
使用自制導料槽要注意以下兩點:
1.材料放料端不可放壓輪或是打開吸風,否則導料槽就失去了作用。
2.盡可能的使用磨擦不會起粉的材質,如PET膠片類。
五.總結:
綜合以上,棱鏡片產品在生產時,主要在于產品角度管控,而產品角度管控有三個要素:
其一是開模具角度,在開設模具時,需要把角度計算清楚;
其二是沖型時的材料固定與調整,這個需要不斷的測量與調整,使其角度最終達到客戶的要求;
其三是材料分條,必須保證材料分條出來的垂直度,不能有蛇形現象。
潔凈度方面,因為材料是自帶雙面保護膜的,所以重點可以放在材料分條時切邊產生的粉塵,要及時清除,防止污染到產品表面。