黑白膠一次成型,排廢過程按產品形態劃分,大致可分為三種類型,如下圖所示:
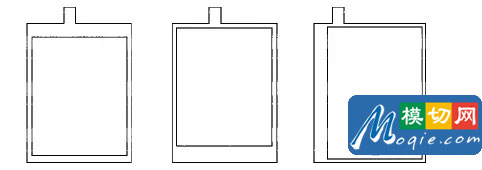
1.手撕位在寬邊形式 2.手撕位在窄邊形式 3.撕位在側邊形式
手撕位在寬邊 手撕位在窄邊 手撕位在側邊
此三種形態的一次成型產品,排除廢料的過程和基本程序是相同的,都是先排除產品內框和手撕位膠體表面PET離型膜。再排掉外框廢料和產品上的PET離型膜。
一次成型手撕位在側邊產品的排除廢料示意圖如下:
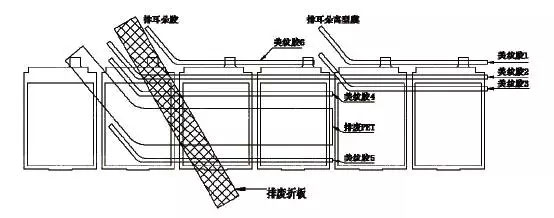
排除廢料過程要素及注意點:
1.此類型產品無需手工排廢,采用多條美紋膠帶自動排廢。
2.在貼合美紋膠2的時候注意不可以和其他的美紋膠接觸,美紋膠2的功能為壓住產品的邊框上的PET離型膜,使其不會在排除產品內框廢料的時候將產品邊框離型膜拉掉,以免產品整體被拉掉。


圖為一次成型 美紋膠貼合位置實拍效果
3.美紋膠4和5為排除產品內框膠設計,如果排廢PET貼合效果可以滿足要求,可考慮減少一條膠帶,節約成本;且此兩條膠帶的位置可以隨即作出相應的調整,以滿足排廢需要。
操作程序:
排除外框廢料→貼合美紋膠1 . 2 . 3→排除美紋膠1 (手撕位P E T離型膜)和產品內框PET離型膜→貼合美紋膠4.5.6和排廢PET→經過排廢折板將廢料排除。
常見問題處理方法:
1.漏排:原因為美紋1不能有效的將PET離型膜全部排除,導致漏排現象產生。如果是美紋膠和排廢P E T已經有效的粘合,出現撕扯現象的,有三種可能性,一是機器中段的壓軸壓力不足,二是美紋膠本身粘性不足,三是美紋膠的貼合位置不當; 一般情況下出現美紋膠粘性不足的幾率很小。所以,將機器壓軸壓力加大并調整一下美紋膠4.5的位置便可以解決此問題。
2.排廢時溢膠:產生溢膠的原因大致可以分為兩種:一是原材料本身膠體表面過稀,膠絲過長,二是排廢角度不正確。
一般情況下解決溢膠的辦法有三種:A. 更換離型紙沖切;B. 將材料冰凍;C. 更換原材料;D.調整排廢角度。
所以,在出現有溢膠不良現象時,應該立即調整排廢角度,一般采用的排廢角度為40℃-60℃。
3.斷膠:斷膠的產生原因主要是由于美紋膠3在貼合時靠產品的邊框太近,排除產品內框膠時將邊框膠體拉斷。其次則是產品沖切深度不夠,膠體未完全切斷,排廢時造成撕扯現象。一般情況下,未沖穿的現象幾率出現的比較小, 所以, 在出現有產品邊框拉斷現象時,可用調整排廢美紋紋膠的位置往內部移動2mm左右即可。
4.產品整體拉掉或拉變形:出現此不良現象的主要原因為機器壓軸壓力過大或者膠體本身膠水過稀。所以,在經過排廢折板時出現產品整體拉掉的現象,可以將機器壓軸的壓力減小。如果確定屬于原材料問題,可立即更換材料。另外還有一種可能性就是產品使用輔助材料過于離型(可能一次成型手撕位在窄邊產品的排除廢料示意圖如下:
此類型一次成型產品的排除廢料的方法和一次成型手撕位在寬邊的產品基本相同, 不同之處在于貼合美紋膠1 . 2 .3時有位置上的變化, 但基本原理是一樣的, 就是美紋膠2的貼合位置一定要在產品的寬邊上, 以保證在排除內框P E T離型膜時不會將外框的PET離型膜拉掉。
另外此類型的產品的排廢方式可以和一次成型手撕位在寬邊產品的排除廢料得方式相同,條件為必須保證產品的邊框不易被美紋膠拉斷。
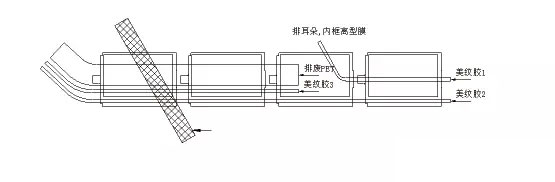
一次成型手撕位在側邊產品的排除廢料示意圖如下:
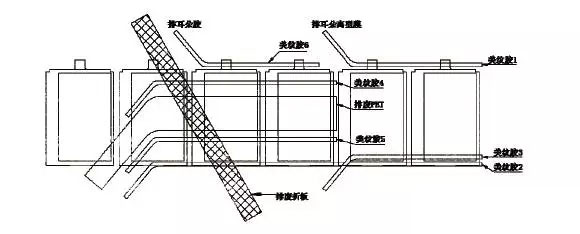
如上圖所示,此類型的產品在排除外框廢料時,美紋膠2的貼合位置會在產品的最邊緣,且在產品沖切之前便要密切注意手撕位置邊框的寬度是否可以容納美紋膠的寬度,如果能,美紋膠的貼合位置可以在手撕處;如果不能,美紋膠2的貼合位置只可以如上圖所示這樣操作。
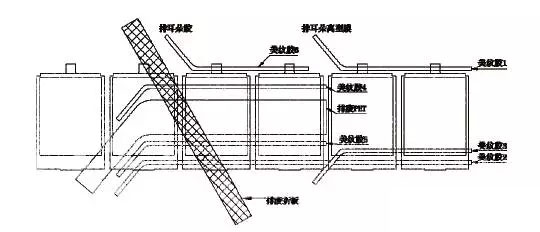
另外一次成型手撕位在側邊產品的排除廢料的方法還有第二種,即上圖所示美紋膠2的貼合位置的產品邊框過于窄,致使美紋膠不能有效貼合的,可以采用下圖所示的方法:
如上圖所演示的排廢方法,在操作時必須注意以下問題:
① 圖中美紋膠的貼合位置不準有變化,必須要壓到產品的手撕位的位置, 否則, 手撕位位置的P E T離型膜就不能順利的排除掉; 并且在排除手撕位位置P E T離型膜的同時,還需要連帶排除內框P E T離型膜廢料。
② 此種方法排除廢料的適用產品為手撕位在側邊且手撕位的位置應在內框的寬度范圍內,不得超出此范圍。
③ 黑白膠產品中還有一些比較特殊的產品類型,比如產品手撕位的位置在產品側邊但又超出了產品內框的寬度范圍;此類型的產品是不易完成機器排廢作業的;如在生產中遇到類似的問題,導致無法正常作業的,可將上述的排除廢料的方法都試一試,或立即與工程品質部門溝通,改進工藝。
注意:本方案所提到的三種不同類型產品排廢方法及異常處理辦法基本相同,不同的是美紋膠的貼合位置變化。請現場操作人員和品質管理人員注意靈活運用。