一.產(chǎn)品信息


1.此產(chǎn)品使用于手機(jī)背光源上,作為手機(jī)遮光、粘貼、防塵等作用。
2.使用方式為:手工貼合。
3.要求潔凈度高、尺寸穩(wěn)定、無變形等。
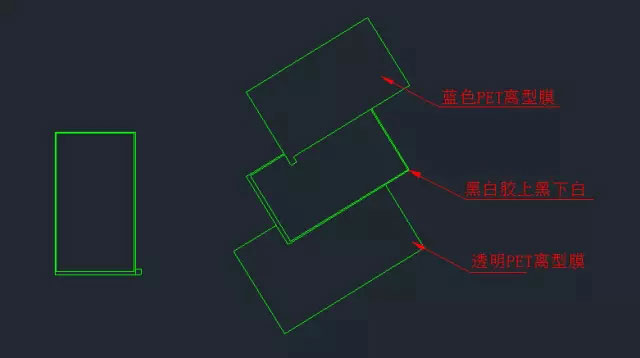
4.結(jié)構(gòu)是藍(lán)色重離型膜加黑白膠再加透明離型膜。
二.設(shè)計考量
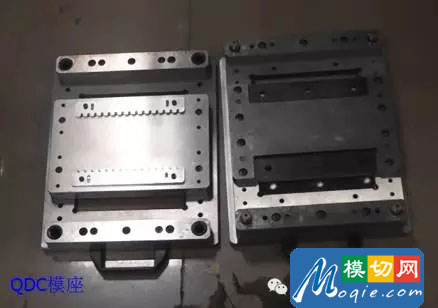
1.由于精度要求較高,我們選用QDC模座。
2.使用環(huán)境在萬級無塵室生產(chǎn),環(huán)境溫度在20-25度,濕度80%- 85%。
3.墊刀泡棉用硬度35°-45°,密度要高,回彈要好。泡棉厚度比刀高0.8mm以上。
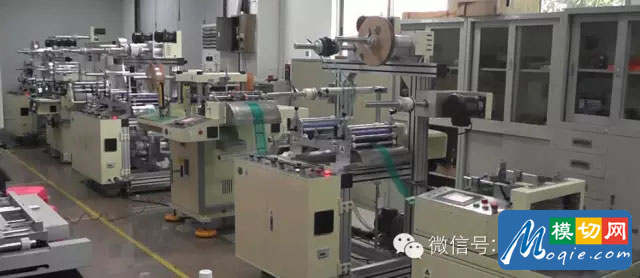
4.機(jī)器選擇三臺復(fù)合機(jī),兩臺小孔套位機(jī),一臺切片機(jī)。
5.增加一層5克PE保護(hù)膜作為保護(hù)作用和托底作業(yè)。
6.人員操作為兩人操作。



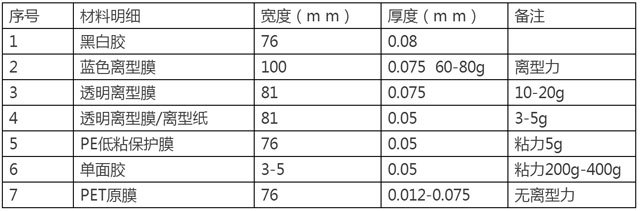
三.材料表信息
四.工藝講解
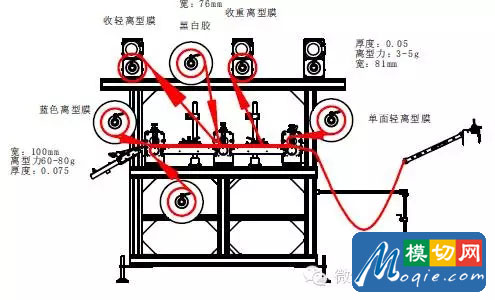
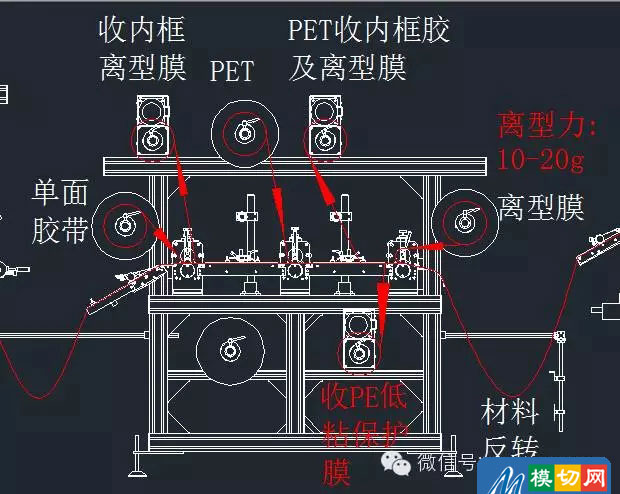
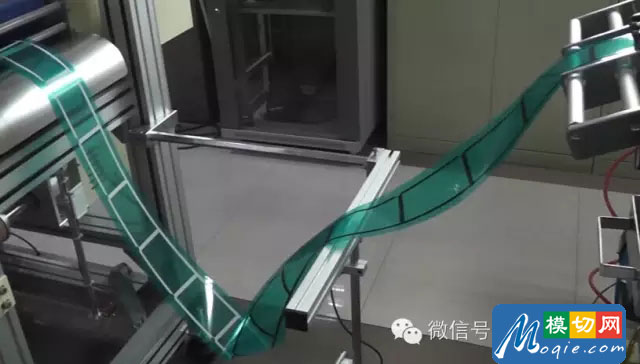
1.復(fù)合第一道工序:按照流程圖復(fù)合,先用藍(lán)色PET把材料走直,再在離型膜的不離型面復(fù)合PE保護(hù)膜,然后居中復(fù)合黑白膠,同時收起黑色面離型膜,再以黑色面朝藍(lán)色離型膜復(fù)合,最后再換掉黑白膠的另一層離型膜(雙面離型膜不利于排廢所以需要更換)。

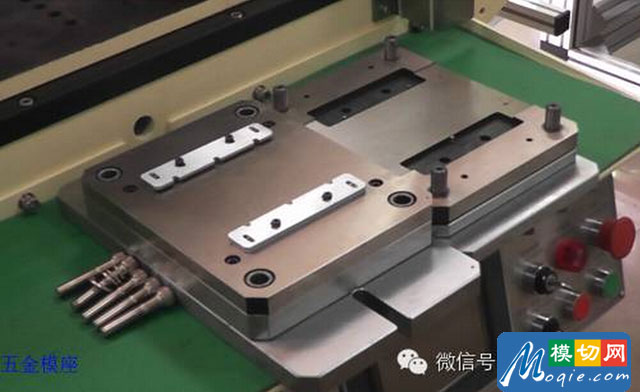
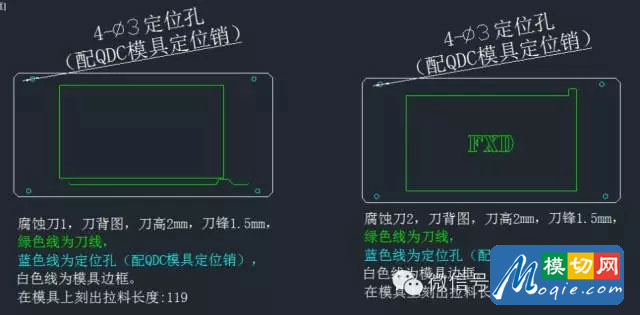
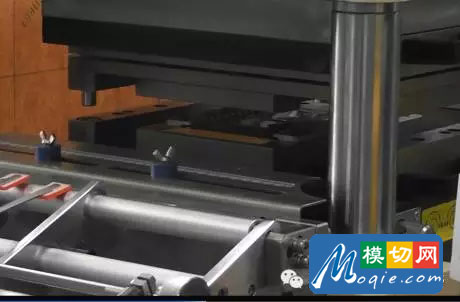
2.第一刀架模:首先用腐蝕模周邊的四個孔對齊模座的四個孔固定住,然后在模具上墊上泡棉。
3 .把五金模座合上,再把模座搬到模切機(jī)里面,前后各站一個人共同把模座位置調(diào)整好,再用螺絲把模座固定在機(jī)器上;最后調(diào)整壓力把產(chǎn)品壓出來,內(nèi)框手柄處全部半斷到藍(lán)色離型膜。



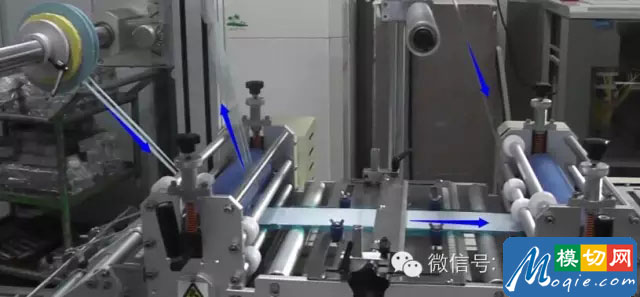
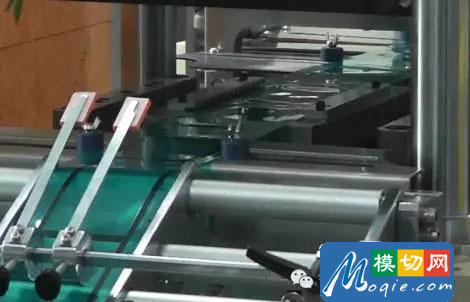
4 .模切完第一工序后跟機(jī)排廢;根據(jù)工藝圖(如圖)先把模切好的第一工序半成品在三工位復(fù)合機(jī)器上拉直材料,采用PET單面膠帶去掉透明P E T離型膜內(nèi)框廢料,再用P E T原膜復(fù)合到黑白膠粘死, 采用剝離刀斜角排掉內(nèi)框黑白膠廢料, 同時把外框離型膜去掉, 然后復(fù)合1 0 - 2 0 g透明離型膜。最后再把P E保護(hù)膜從下面把材料收回, 再反轉(zhuǎn)1 8 0度把材料上到第二臺小孔套位機(jī)上。

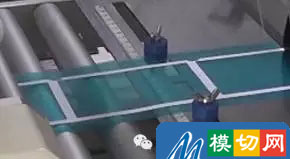
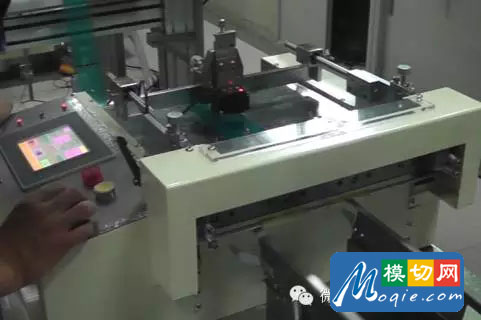
5 .同第一工序首先把刀安裝到模座上,然后在模座的后面安裝上定位柱, 再把模座安裝到模切機(jī)上, 進(jìn)行加壓調(diào)節(jié)。設(shè)置好步距( 步距加大0.1mm以上),最后再把材料上到模座里面對好定位孔進(jìn)行模切。
6.方法(如圖):


7 .模切完外框后再采用復(fù)合機(jī)排掉外框廢料,然后用切片機(jī)跟機(jī)切片,切片機(jī)采用電眼追蹤切片。

五.注意事項
1. 清理干凈復(fù)合機(jī)和模切機(jī),潔凈度應(yīng)該擺在第一位, 確保環(huán)境達(dá)標(biāo)。
2. 重點管控排內(nèi)框廢料,如果內(nèi)框離型膜排廢不干凈可加單面膠數(shù)量或加強(qiáng)粘性,如黑白膠內(nèi)框排廢效果不理想或出現(xiàn)溢膠可以采用斜角排廢,加快模切速度,更換更薄PET原膜。
3.在復(fù)合機(jī)上加上消除靜電棒、離子風(fēng)機(jī)、加濕器。
4.不能兩人或兩人以上同時操作一臺機(jī)器,以免出現(xiàn)工傷事故。
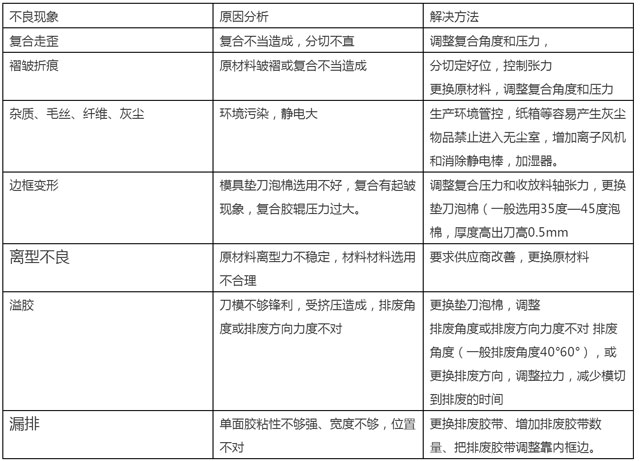
六.不良管控